設計・開発のオンラインマガジン
会社のニュース



専門分野からの建設と開発に関する業界ニュース

センサー
新しいセンサークラスにより、位置決めタスクが大幅に簡素化されます

ケーブルとワイヤー
PTFEおよびPFASフリーのチェーンフレックスケーブル

動力伝達
新しい製造技術によりクラウンギアの生産が向上

IPC
拡張現実品質を備えた元保護されたタブレット




支店からの建設と開発に関する業界ニュース

モバイル機械
自動運転フォークリフト用のオーダーメイドブレーキ


自動車
IO モジュールが ReSat の水素充填ステーションを確保









業界フェアニュース
グリッパーリッドロックシステムプラグアンドプレイから南アフリカへ
- 詳細
- ヒット数:6749

グローバルな競争は南アフリカだけに留まらず、自動化の強化を求めています。 この過程で、Bowler PlasticsはXNUMX台のArburg射出成形機を自動化し、食品または化粧品ボトル用のプラスチックキャップの単調な手動閉鎖を終了しました。 グリッパーシステムとGimaticの自動リッドクロージングマシンのおかげで、この単調で労働集約的な活動は過去のものになりました。
ArburgがBowlerPlastics(Pty)Ltdから顧客申請の問い合わせを受けてから、XNUMX年も経っていません。 HechingenのGimaticVertriebGmbHのケープタウンから。 「その後、オファーを失うことがないように、常に迅速にオファーを準備します。 通常、お客様は要求された製品をできるだけ早く必要とするためです」と、Gimaticのプロジェクト計画システムテクノロジーであるJens Reinfrank氏は、オファーフェーズのアプローチについて説明します。 ちょうどXNUMXか月後、BowlerPlasticsのCEOであるFriedelSassが、プラスチック見本市KのGimaticブースを訪れました。見本市ですぐに、彼はXNUMXつの取り外しグリッパーとXNUMXつのクロージャーキャップ用自動蓋閉鎖機の開発と製造を注文しました。
南アフリカ製プラスチック、ドイツ製射出成形機
 1972年に設立された同社は、Arburgマシンを使用してプラスチック部品の製造を開始しました。 現在、Bowler Metcalfは、800つの個別企業に約500人の従業員を擁するグループとして、200を超える顧客向けに、射出成形、シルクスクリーン印刷、デジタル印刷、またはホース押し出しを使用して、年間XNUMX億個以上の部品を製造しています。 大規模な参照は、たとえば、Revlon、Johnson&Johnson、SCJ、Unilever、TigerBrandsです。 そのため、製品がエンドカスタマー経由でのみ全世界に届くことが多い場合でも、ボウラーは間接的にグローバルに活動しています。
1972年に設立された同社は、Arburgマシンを使用してプラスチック部品の製造を開始しました。 現在、Bowler Metcalfは、800つの個別企業に約500人の従業員を擁するグループとして、200を超える顧客向けに、射出成形、シルクスクリーン印刷、デジタル印刷、またはホース押し出しを使用して、年間XNUMX億個以上の部品を製造しています。 大規模な参照は、たとえば、Revlon、Johnson&Johnson、SCJ、Unilever、TigerBrandsです。 そのため、製品がエンドカスタマー経由でのみ全世界に届くことが多い場合でも、ボウラーは間接的にグローバルに活動しています。
グループの1つの領域はボウラー射出成形部門で、320は54射出成形機で数百万個の射出成形部品を生産しています。 「私たちの主な焦点は、すべての硬質プラスチック製品に門戸を開いているにもかかわらず、化粧品および家庭用産業に供給することです」と、Bowler Plasticsの射出成形部長であるWayne Knutsen氏は言います。 ちなみに、CEOフリーデル・サスはドイツ系であるため、「ドイツ製」の機械を非常に重要視しています。 そして、それが49マシンがArburgから来た方法です。

単調でエラーが発生しやすい作業が自動化ソリューションを求めている
 これまでのところ、使用中、機械のオペレーターは射出成形機(フリップトップ)から排出されたものを手で絶えず閉じていました。 13秒のサイクル時間で、4つの蓋が同時に機械から出てきます。 6つの異なるカバーバリエーションが可能です。 このアプローチは、最近人件費が上昇し、生産が長くなるまで経済的でした。「ボウラーはこのプロセスを自動化することを決定しました。 将来的には、ヒューマンエラーによる品質リスクも同時に除外されます。 重要な課題は、品質の向上とコストの削減により、機械オペレーターの柔軟性を維持することでした。
これまでのところ、使用中、機械のオペレーターは射出成形機(フリップトップ)から排出されたものを手で絶えず閉じていました。 13秒のサイクル時間で、4つの蓋が同時に機械から出てきます。 6つの異なるカバーバリエーションが可能です。 このアプローチは、最近人件費が上昇し、生産が長くなるまで経済的でした。「ボウラーはこのプロセスを自動化することを決定しました。 将来的には、ヒューマンエラーによる品質リスクも同時に除外されます。 重要な課題は、品質の向上とコストの削減により、機械オペレーターの柔軟性を維持することでした。
「Gimaticの自動化ソリューションを使用すると、既存の3Dネガティブモールディングを使用できるはずです。 さらに、シンプルで信頼できるものでなければなりません」と、「ウェイン・クヌーセンは仕様を説明しています。 これで、通常約1秒であるサイクル時間の損失を比較的少なくして、クローズプロセスを自動化できます。 それは、各キャップがもたらす大きな利点と比較すると、小さな価格です。「フリップフロップは、すぐに機械から同時に除去されるため、熱安定性が向上し、無駄が減ります」とWayne Knutsen氏は言います。 マシンは週に24日で7時間を生成することを考えると、従業員よりもはるかに効率的です。 人件費の節約に基づいて、ボウラーは、投資が委員会の削減と顧客満足度の向上に起因する節約を考慮せずに、約7〜12か月で投資することになると見積もっています。

「これまでのところ、このような蓋閉システムの経験はほとんどありませんでした。 さらに、ボウラーは6種類の蓋をカバーしたいと考えていました。「Jens Reinfrankは、このアプリケーションにおけるGimaticの課題について説明しています。 さらに、会社は実質的に角を曲がったところにありません。 「顧客の多くは私たちの近くにいるので、必要に応じて何度でもそこにいることができます」とJens Reinfrankは指摘します。 そして、ここではそうではなかったので、完全な注文処理はオファーから試運転まで、遠くから行われました。
ワークフロー:grab-transport-deposit-close
 「冷却中にヒンジが破損したり、プラスチックが収縮したりしないように、さまざまなキャップが現れたらすぐに射出成形機から取り外す必要があります。 そうしないと、後でアプリケーションでふたが保持されなくなります。
「冷却中にヒンジが破損したり、プラスチックが収縮したりしないように、さまざまなキャップが現れたらすぐに射出成形機から取り外す必要があります。 そうしないと、後でアプリケーションでふたが保持されなくなります。
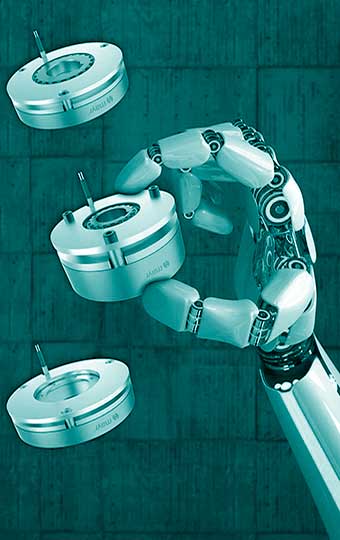
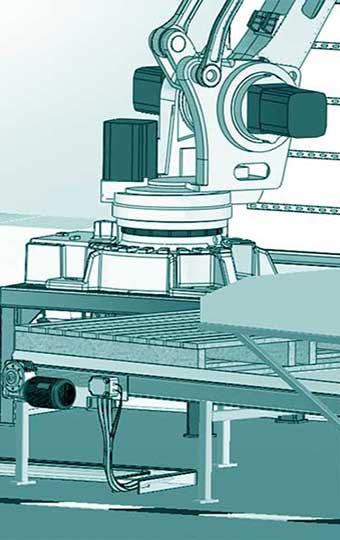
取り外しユニットには、蓋の形状に合わせた4つの真空グリッパーが装備されています。 これは、射出成形機から同一に配置されたプラスチック製の蓋を取り外し、蓋閉システム内の4つの対応する3Dネガ成形に配置します。 これは、それぞれが2つのカバーを閉じる、同期して実行される2つの線形軸で構成されます。 構造上の理由から、直線軸は鏡面反転されて構築されました。 そのため、取り外しユニットは取り外しプロセス中に回転し、下の2つのコンポーネントを正しい位置に保管する必要があります。 次に、直線軸が保管されている蓋の上を移動します。 カバーが損傷しないように、最初にいわゆるフロックを90度に折り畳んでから、空気圧シリンダーをしっかりと押し下げます。 次のコンポーネントを取り出すためにピッキンググリッパーが再び伸びると、閉じた蓋が180度連続して回転し、エアブラストによって待機中のコンテナに排出されます。
それぞれ3つの蓋に合わせて、それぞれ3つのグリッパーを備えた2つの異なる蓋閉鎖システムが開発されました。 「個々の形式への変更を容易にするために、色を変更する必要があるいくつかのコンポーネントにマークを付けました」とJens Reinfrank氏は説明します。 交換は非常に簡単です。ネジを緩め、空気圧プラグと電気プラグを外すと、ユニット全体を取り外すことができます。
自社ポートフォリオのほぼすべてのコンポーネント
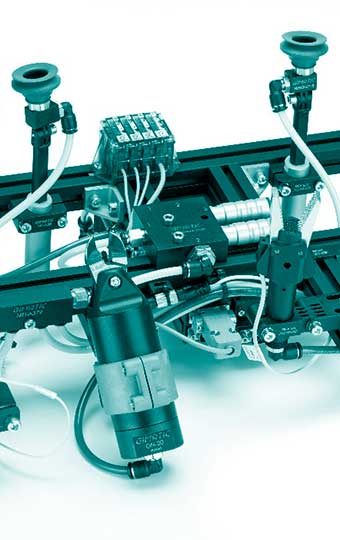
2つのシステムは、Gimaticコンポーネントでほぼ独占的に構築されました。 たとえば、真空カップ、吊り下げられたサスペンション、クイックチェンジシステム「MSI-A41」などのピッキンググリッパーのコンポーネントは、同社のプロファイルレールシステムに取り付けられました。  ふたを閉じるシステムはプロファイルフレームに基づいており、地面の強い足にねじ込まれています。 圧縮空気の接続は、射出成形機またはロボットハンドリングを介して行われます。 この目的のために、バルブターミナルの形式の特別なインターフェイスが生成されました。 制御は射出成形機にも引き継がれます。 リニア軸には、2つのガイドキャリッジを備えた2つのリニアユニットタイプLP07が使用され、空気圧シリンダーによって駆動されます。 小さなOFCシリンダーは、3D印刷されたネガ型のカバーを固定します。
ふたを閉じるシステムはプロファイルフレームに基づいており、地面の強い足にねじ込まれています。 圧縮空気の接続は、射出成形機またはロボットハンドリングを介して行われます。 この目的のために、バルブターミナルの形式の特別なインターフェイスが生成されました。 制御は射出成形機にも引き継がれます。 リニア軸には、2つのガイドキャリッジを備えた2つのリニアユニットタイプLP07が使用され、空気圧シリンダーによって駆動されます。 小さなOFCシリンダーは、3D印刷されたネガ型のカバーを固定します。
シリンダーには、高摩擦特性を備えた熱的に高強度のゴムが装備されているため、閉鎖プロセス中にコンポーネントが滑ったり損傷したりすることはありません。 OFLシリンダーがカバーを上から押して閉じます。 このため、コンポーネントに応じて圧力を設定できます。 RT25回転ユニットが最終的に蓋を排出します。 これらの回転ユニットは統合されたエアダクトを備えており、同じ力で市場に出回っている同等の製品よりも約20%小さく、コストは約30%低くなっています。 システム全体は、射出成形機と通信する磁気センサーによって照会、評価、および監視されます。 「私たちは、インターフェースと機械指令についてArburgと直接協力しました」と、JensReinfrankは報告します。
大陸間協力
 両社のマネージャーは、これまでの協力に非常に満足しています。「アーバーグは、ソリューションの発見プロセスにおいて、Gimaticをパートナーとして提案し、プラスチック見本市でGimaticのマネージングディレクターFriedel SassとJohannesLörcherのミーティングを開催しました。 プロジェクトが開始された瞬間から、ボウラーとギマティックの素晴らしいパートナーシップが始まりました。特に、最適な解決策を見つける際に、レーヒャー氏とラインフランク氏が多大なサポートをしてくれたことに感謝します。
両社のマネージャーは、これまでの協力に非常に満足しています。「アーバーグは、ソリューションの発見プロセスにおいて、Gimaticをパートナーとして提案し、プラスチック見本市でGimaticのマネージングディレクターFriedel SassとJohannesLörcherのミーティングを開催しました。 プロジェクトが開始された瞬間から、ボウラーとギマティックの素晴らしいパートナーシップが始まりました。特に、最適な解決策を見つける際に、レーヒャー氏とラインフランク氏が多大なサポートをしてくれたことに感謝します。
一方、Gimaticチームは、建設中のボウラーからの十分な情報、データ、サンプルに迅速に対応していました。 「最初の会議から、議論は建設的で目標志向でした」と、Gimatic Vertrieb GmbHのマネージングディレクターであるJohannesLörcher氏は語り、協力の質をまとめました。 「最終的には信頼が非常に大きかったため、通常の銀行信用状なしで請求書に対して配送が行われました。」
試運転もスムーズに進みました。 ヘッヒンゲンはすでに南アフリカに旅行する準備ができていました。 しかし、それは結局必要ではありませんでした。 「ここで実際のプラグアンドプレイシステムを作成することができました。 私たちはアフリカに旅行してこれらの機械を稼働させる努力をしていませんでした」とJens Reinfrank氏は述べています。 工場はヘッヒンゲンで製造および組み立てられました。 南アフリカのアーバーグを代表するヘスティコ社のボウラーとウェイン・クヌーセンの機械セッターであるコリン・ジェイコブスのウィリアム・ジョンストンは、アフリカに送られる前に現地で撮影しました。

Jens Reinfrankは、さらなる自動化の可能性を多く見ています。「Bowlerは、自動化のすごさを実感しています。 Wayne Knutsnは、Gimaticとともに自動化のさらなる可能性も見ています。「プロセスの自動化を開始したばかりで、キャップの概念を他の射出成形金型に拡張したいと考えています」。 そのため、Gimaticとの新しいプロジェクトの作業はすでに開始されていますが、この初期段階ではまだあまり明らかにされていません。
あなたは下記にもご興味がおありかもしれません...





