 車内用の超軽量センターアームレストの大量生産では、キャリアの熱成形、PPによるカプセル化、最後に柔らかい滑り止めTPVによるオーバーモールディングが続きます。 HRSの流れから得られるサーボ電気駆動の細かく制御された「Flexflow」ホットランナシステムは、高品質基準の実現に貢献します。
車内用の超軽量センターアームレストの大量生産では、キャリアの熱成形、PPによるカプセル化、最後に柔らかい滑り止めTPVによるオーバーモールディングが続きます。 HRSの流れから得られるサーボ電気駆動の細かく制御された「Flexflow」ホットランナシステムは、高品質基準の実現に貢献します。
多段階プロセスは、有機シートの熱成形と2つの異なる熱可塑性樹脂の射出成形とを組み合わせる。 このプロジェクトが成功裏に実現するための開発パートナーは、射出成形機メーカーKrauss Maffeiと米国工具メーカーProper Toolingでした。
繊維フォームプロセスは、有機シートを加熱する
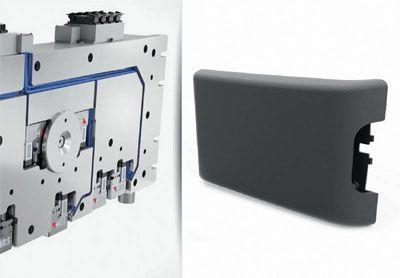
Die tragende Struktur der Mittelarmlehne entsteht mit Hilfe des von Krauss Maffei entwickelten „Fiberform“-Verfahrens, bei dem ein dünnwandiges, faserverstärktes Organoblech aufgeheizt, in das Werkzeug eingelegt und anschließend umgeformt wird.センターアームレストの耐荷重構造は、クラウスマフェイが開発した「ファイバーフォーム」プロセスを使用して作成されています。このプロセスでは、薄壁の繊維強化有機シートが加熱され、ツールに挿入されてから形状が変更されます。 Die zwei nachfolgenden Spritzgießvorgänge laufen nach dem Prinzip der Wendeplattentechnik zeitgleich in zwei gegenüberliegenden Bereichen desselben Werkzeugs ab.インサート技術の原理に基づいて、XNUMXつの後続の射出成形プロセスが同じツールのXNUMXつの反対側の領域で同時に行われます。
XNUMXつの操作では、キャリアは最初にポリプロピレン(PP)で成形されます。 Dabei entsteht die weitgehend fertige Geometrie des Bauteils einschließlich der für die spätere Montage erforderlichen Elemente.これにより、後続のアセンブリに必要な要素を含む、コンポーネントのほぼ完成したジオメトリが作成されます。 Diese PP-Struktur wird dann im gegenüberliegenden Werkzeugteil mit einem Thermoplastischen Elastomer (TPV) überspritzt.次に、このPP構造は、反対側のツール部分で熱可塑性エラストマー(TPV)でオーバーモールドされます。 Hier resultiert die weiche Sichtoberfläche mit der feinen Narbung, die später für den hochwertigen optischen und haptischen Eindruck der Mittelarmlehne verantwortlich ist.その結果、細かい粒子の柔らかな目に見える表面が得られます。これは、後でセンターアームレストの高品質の視覚的および触覚的な印象をもたらします。
どちらの射出成形ステップも、2つまたは3つのホットランナーノズルを備えたFlexflowホットランナーシステムを使用します。 それらのサーボ駆動式および個別に制御されたバルブピンはキャビティの最適な充填を保証し、プロセスの信頼性とコスト効率をサポートします。
一体型サーボ電気ニードル駆動
革新的なFlexflow技術の特徴である統合サーボ・ニードル・ドライブは、プロセス・パラメータを設定するためのさまざまなオプションを提供します。 従って、ホットランナシステムの個々のニードルは、それらの位置(ストローク)、速度及び加速度に関して互いに独立して制御することができる。 これにより、工具充填プロセス全体で圧力と流量を特に正確かつシンプルかつ柔軟に制御し、射出成形部品の品質を最適化することができます。
従来の空気圧または油圧駆動ニードル弁システム上従って達成可能な利点は、ストリークフリークラスAの表面を生成する可能性、ならびに遅延を低減し、使用の維持および容易さが挙げられます。 彼らはまた、20%まで約5%の閉鎖力を低下させる可能性と成分重量まで延び - 量産非常に高い再現性のために必要な場合。